Aluminum Extrusion Manufacturing
Aluminum Extrusion Manufacturing 101: Understanding Extrusion Die Types
Whether you’re new to aluminum extrusions or a seasoned extrusion designer, it’s important to understand how an extrusion die is designed to create different profile shapes and why those differences impact the die manufacturing cost. While the upfront investment in an aluminum extrusion die may look expensive, shorter lead times and overall lower production costs make it a clear winner for many product applications.
What is an Extrusion Die?
Extrusion dies are essentially thick, circular steel disks containing one or more openings to create the desired profile. They are normally constructed from H-13 die steel and heat-treated to withstand the pressure and heat of hot aluminum as it is pushed through the die.
While it may appear that aluminum is a very soft metal, the
reality is it takes a tremendous amount of pressure to push a solid log (billet) of aluminum through a thin, multi-holed die to create the desired shape. In fact, it takes 100,000-125,000 psi of force to push a billet through an 8" inch press.

To put that force into context, a power washer to clean a car pushes out water at around 2,500 psi. Increasing that pressure to 5,000 psi can destroy the brick on a building. The pressure produced in an extrusion press is 20 times that amount.
Die Profile Categories
While there are a multitude of shapes that can be created using aluminum extrusions, the dies used fall under three categories: solid dies, semi-hollow dies, and hollow dies.
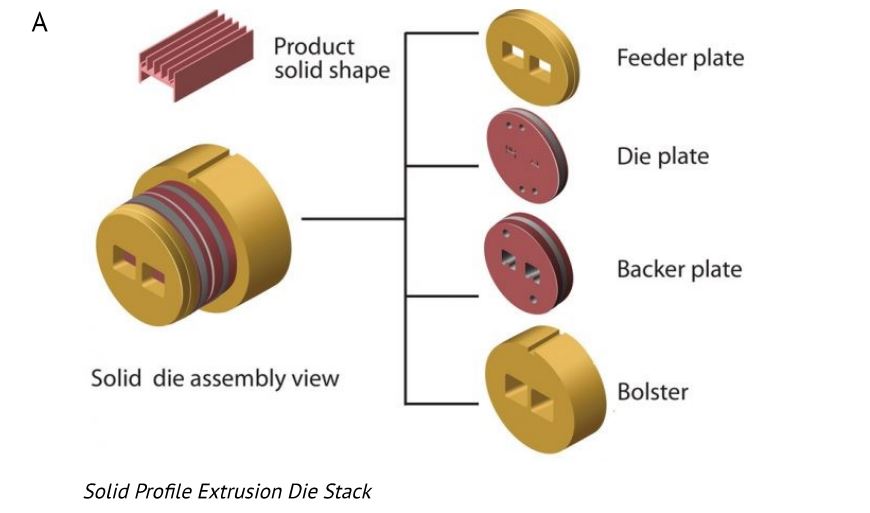
Solid Dies
solid die creates a final shape that has no enclosed voids/openings, such as a rod, beam or angle. As such, a solid die is typically Less expensive to manufacture than other die types.
To produce a solid profile requires a set of parts called a “die stack." This stack is made up of:
- Feeder plate controls the metal flow through the die orifice.
- Die plate forms the shape.
- Backer plate supports the tongue of die to prevent collapse or distortion.
- Bolster supports the extrusion load transmitted from the die and backer.
Hollow Dies
A hollow die produces profiles with one or more voids, such as a
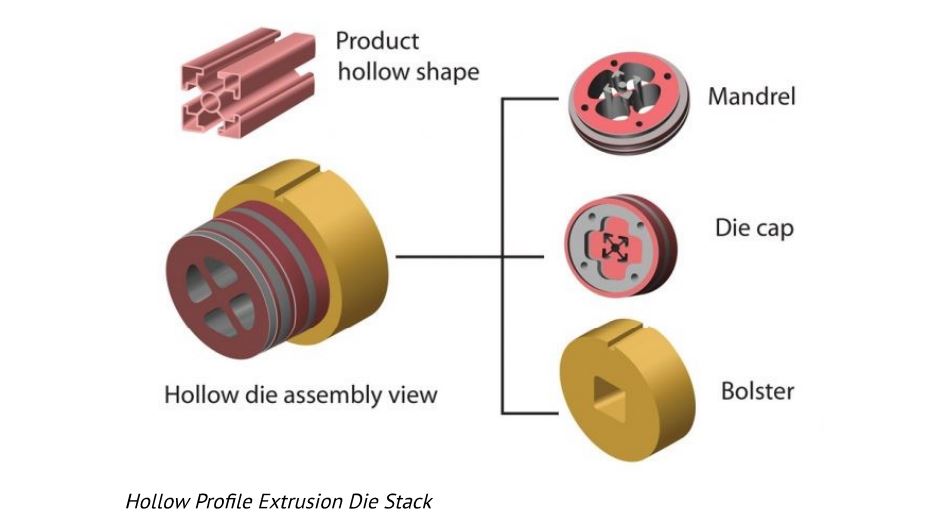
simple tube with one void or a complex profile with many detailed voids. To produce a hollow shape requires a different die set, which includes:
- Mandrel is Located inside the die and has two or more port holes to generate the internal features of the profile and to control the flow of metal. During extrusion the aluminum billet separates into each port and rejoins in the weld chamber prior to entering the bearing area. The ports are separated by webs, also known as legs, which support the core or mandrel section. Because of these extra components, a hollow die has a higher material and tooling cost, and typically get more expensive the more voids are included.
- Die Cap is a multi-piece die which makes the shape.
- Bolster supports the extrusion load transmitted from the die cap and mandrel.
Semi-Hollow Dies
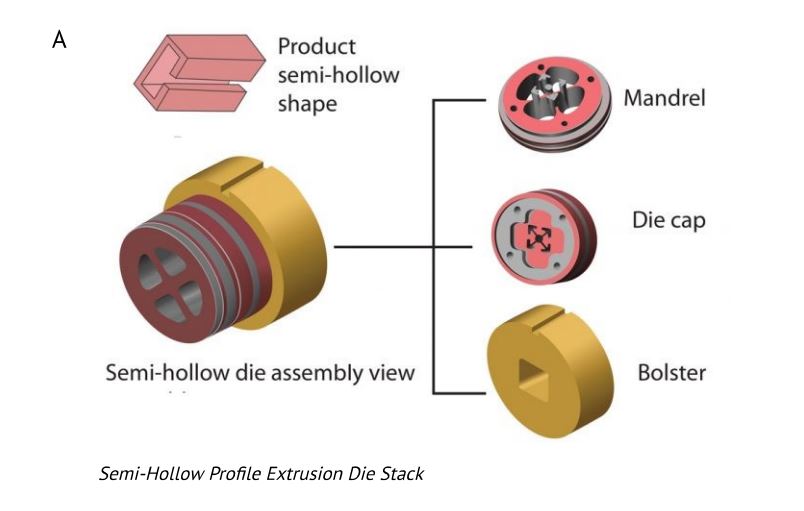
semi-hollow die extrudes a shape that is nearly hollow, partially enclosing a void. Similar to a hollow die, a semi-hollow die set includes a mandrel with port holes, but without cores to make a complete void, as well as a die cap and bolster.
While a solid die may also partially enclose a void, the difference is the ratio of the area of the void to the size of the gap where the tongue is connected to the main body of the die. This ratio is called the tongue ratio. For semi-hollow dies, the tongue ratio is larger than in a solid die, which creates more complexity when manufactured, and in turn more cost.
How Long Do Extrusion Dies Last?
Heat buildup and uneven pressure caused by a profile’s design—use of thin walls, unbalanced shapes, and protruding legs—are the biggest killers to the longevity of an extrusion die. An experienced extruder will design the die to control heat and uneven pressure and slow the extrusion rate to extend the life of a die, but eventually dies must be replaced. Fortunately for designers, most extruders absorb the cost of die replacements.
However, a designer should understand which design decisions will most dramatically impact their upfront tooling costs before sending a design to an aluminum extruder. Changes, where possible, to a profile’s design, tolerance settings, and alloy could save you thousands of dollars in tooling costs.